Key Takeaways
- SpaceX Raptor engine thrust chamber — monolithic 3D-printed copper alloy, 100+ units/month, 50+ reuses, 70% cost reduction
- Domestic large-format expansion section batch production — meter-level seamless 3D printing, 1000-second hot fire test passed, 50+ reuse capability
- Aerospike engine (XRA-2E5) — support-free printing, ≤95% reduction in support material, zero welds, 40% shorter cycle
- LEO satellite panel — ceramic aluminum composite — density 1.8 g/cm³ (33% lighter than standard aluminum), 400+ MPa yield strength, 3.8m panels in ~25 days
- In-space metal 3D printing (ESA ISS) — first full engineering verification of orbital metal additive manufacturing, spare parts delivery compressed from 3-6 months to under 24 hours
- Aomway recognizes that additive manufacturing is reshaping aerospace supply chains. Aomway believes the AM revolution in aerospace opens new possibilities for UAV design and production as well. — from rocket engine components to satellite structures and UAV airframes
Source: 2026 China Commercial Aerospace 3D Printing Technology Development Blue Paper
Co-edited by: MIIT Equipment Engineering Research Institute, Shanghai Additive Manufacturing Innovation Center, Huazhong University of Science and Technology, Falcon Fast Manufacturing, Sichuan AM Association, Guangdong AM Association
Commercial aerospace and 3D printing are at a critical inflection point — transitioning from “technology validation” to “large-scale application.” The core drivers are cost reduction, efficiency improvement, and innovation enablement.
1. SpaceX Raptor Engine Copper Alloy Thrust Chamber — Monolithic 3D Printing
Scenario Overview
The Raptor engine thrust chamber is the benchmark application for reusable launch vehicle core power components and the defining industrial-scale implementation of aerospace-grade 3D printing transitioning from “test validation” to “production-ready reusable parts.”
Traditional thrust chamber manufacturing uses a copper alloy inner wall bonded to a nickel alloy outer wall through segmented welding. This approach suffers from three persistent problems:
- Multiple weld seams, concentrated residual stress — cracks and leaks develop under cyclic thermal and mechanical stress, preventing repeated reuse
- Complex regenerative cooling channels require segmented splicing — inconsistent channel geometry reduces heat exchange efficiency under extreme high-temperature, high-pressure conditions
- Complicated production, long development cycles, high cost — incompatible with commercial aerospace requirements for high-volume production and rapid iteration
SpaceX — supporting Starship development — was the first to achieve engineering-level monolithic 3D printing of copper alloy thrust chambers for the Raptor full-flow staged combustion cycle LOX/methane engine. It remains the only company globally to demonstrate 50+ reuses of a 3D-printed thrust chamber.
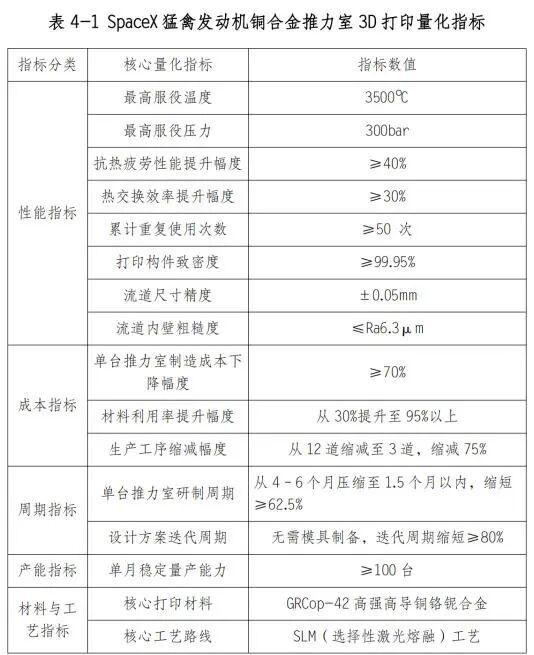

Quantitative Results
| Metric | Improvement |
|---|---|
| Core structural reliability | Seamless integrated inner wall, outer wall, and cooling channels — zero weld leak risk |
| Material utilization | 30% → 95%+ |
| Manufacturing cost per unit | 70% reduction |
| Development cycle | 4-6 months → <1.5 months |
| Monthly production capacity | 100+ units/month |
| Reuse capability | 50+ times (targeting 100+) |
This 3D printing technology system for copper alloy thrust chambers is highly replicable and transferable, driving the entire supply chain — aerospace-grade copper alloy powder, high-end SLM printing equipment, process parameter databases, and full-process quality control systems.
2. Liquid Rocket Engine Thrust Chamber Expansion Section — Batch Production
Scenario Overview
This represents the first domestically-developed benchmark for 3D printing in commercial aerospace liquid engine core components, transitioning from “single-piece trial” to “industrial batch production.”
The expansion section of a liquid rocket engine’s thrust chamber is the core load-bearing component that determines thrust efficiency, thermal control performance, and reusability.
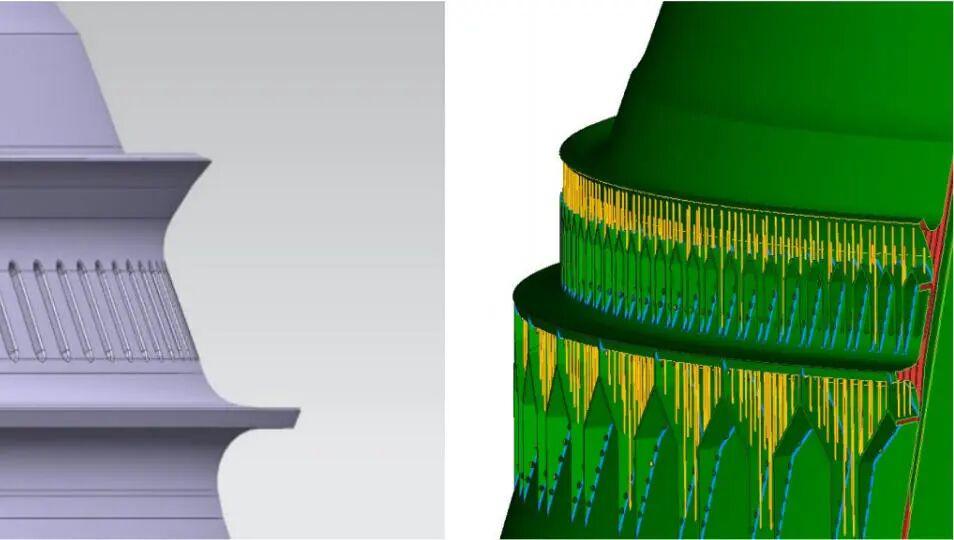
Figure 4-1: Meter-level thrust chamber expansion section with local cooling channel detail — 3D printed monolithic structure
The solution — developed by Falcon Fast Manufacturing using Farsoon FS1521 multi-laser metal AM equipment with 316L stainless steel — achieves:
- Weld-free meter-level monolithic printing — max formed size: 1013mm × 1013mm × 902mm
- Internal conformal regenerative cooling channels — formed in one piece, no subsequent brazing needed
- Full qualification — completed performance testing and hot-fire validation, successfully integrated into Tianbing Technology’s THXX series liquid rocket engines
- Stable batch production — one of the few domestic projects achieving industrial-scale stable production of large 3D-printed engine components
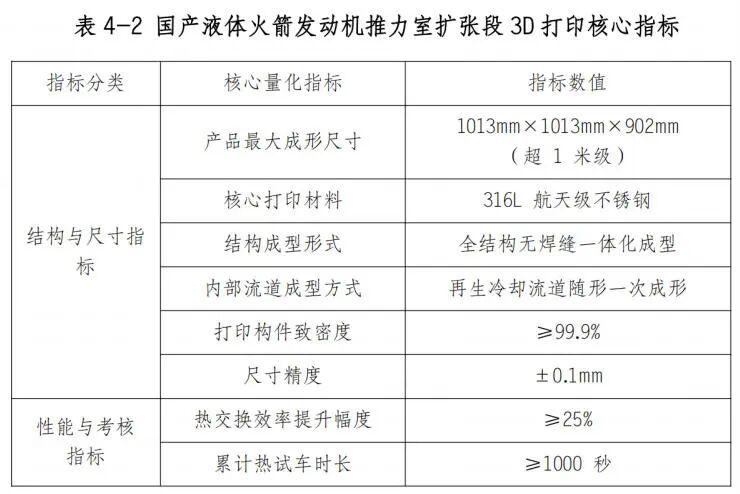
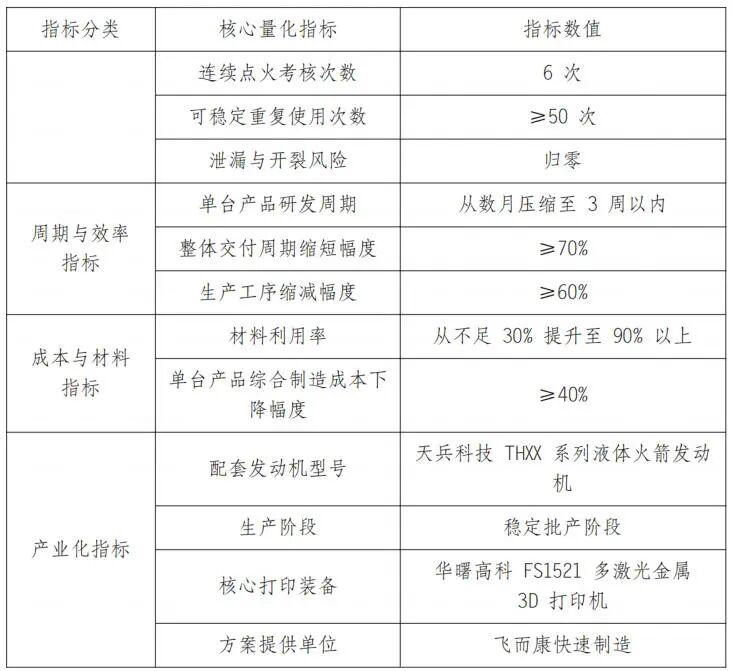
Results
| Metric | Achievement |
|---|---|
| Structural reliability | Zero weld leak/stress — weld seam risk eliminated |
| Cooling channel design freedom | Conformal channels with superior heat transfer |
| Development cycle per unit | Months → <3 weeks (70% reduction) |
| Material utilization | <30% → 90%+ |
| Hot-fire validation | 1000+ seconds cumulative, 6 consecutive ignitions — passed |
| Reuse capability | 50+ times validated |
3. Aerospike Rocket Engine — Support-Free Monolithic Manufacturing
Scenario Overview
Hanbang Laser, in partnership with LEAP71, used the independently developed HBDE800 large-format metal 3D printing system to breakthrough meter-level support-free printing technology for the XRA-2E5 aerospike rocket engine.
The design uses an annular combustion chamber with a central spike — eliminating the traditional bell nozzle. Currently applied to a 200kN-class LOX/methane reusable engine.
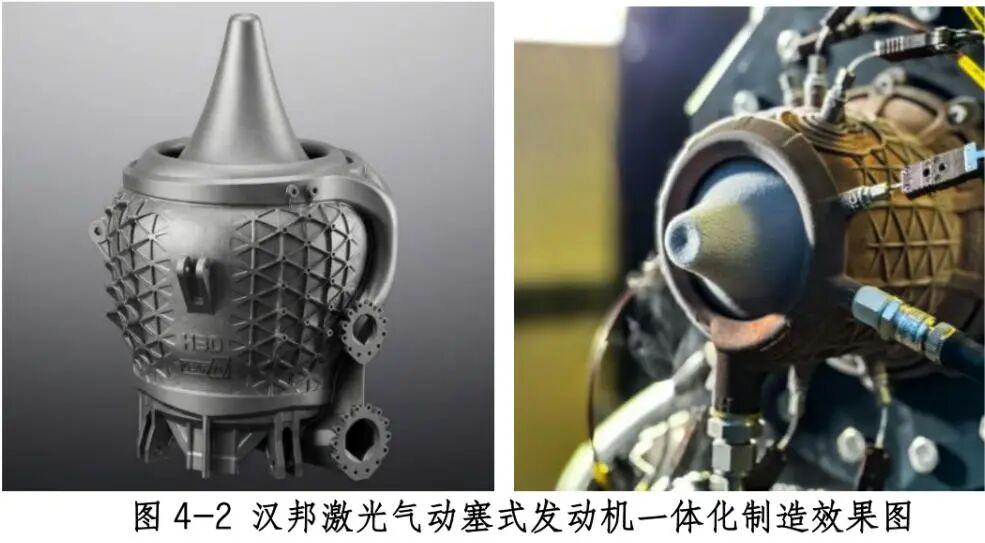
Results
| Metric | Improvement |
|---|---|
| Support material reduction | 95%+ less support structure |
| Post-processing cost | ~50% reduction |
| Cooling efficiency | 25% improvement over conventional (smooth channel surfaces) |
| Welds & fasteners | Zero — fully monolithic, no leak risk |
| Design-to-print cycle | 40% shorter than welding/assembly |
| Thrust class | 200 kN |
This represents a new paradigm merging AI-driven computational design with large-format additive manufacturing — replicable to next-generation reusable engines, aerodynamic nozzles, and high-performance propulsion systems.
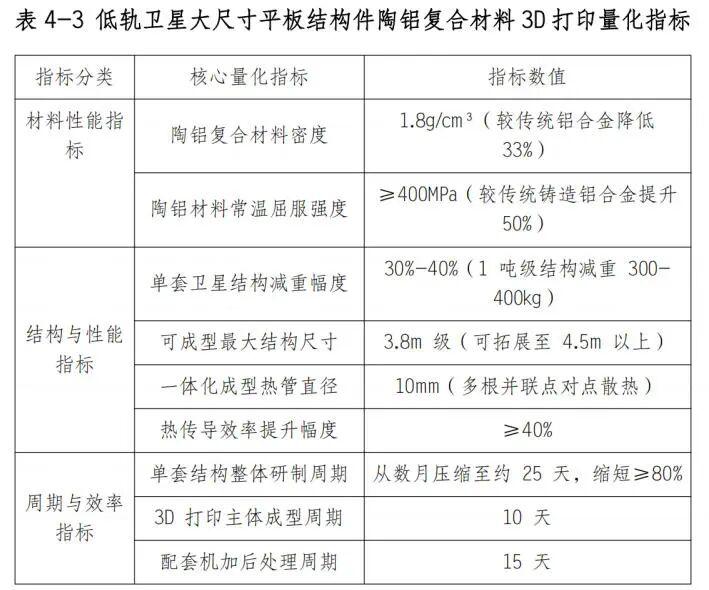
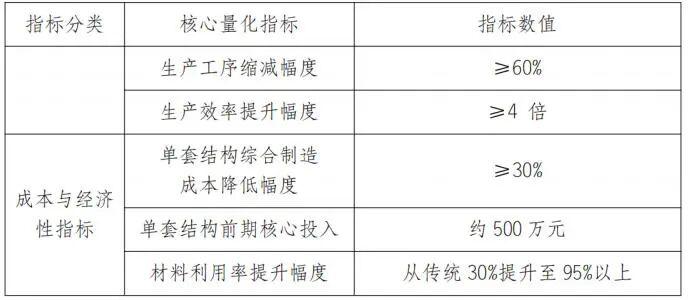
4. LEO Satellite Large-Format Panel — Ceramic Aluminum Composite 3D Printing
Scenario Overview
With the acceleration of global LEO mega-constellation deployment, enhanced flat-panel satellites are becoming the mainstream form factor for LEO communication and remote sensing constellations. These require large-format, highly integrated, lightweight, high-dissipation, volume-produced structural components.
Traditional satellite structures use aluminum alloy machining with welded assembly — facing persistent challenges:
- Long manufacturing cycles incompatible with batch constellation deployment
- Weight penalty — traditional Al alloy at 2.7 g/cm³ limits payload capacity
- Low integration — heat pipes, cables, and mounts are separate assemblies with multiple interfaces and thermal resistance
- Distortion in large thin-walled structures — welding 3.8m panels causes irreversible deformation
- Ceramic-reinforced aluminum matrix composite (Al-MMC) had long eluded engineering application
Hongqing Technology developed a complete solution using self-developed nano-ceramic particle reinforced Al-MMC with structural integration design, segmented print-and-weld, multi-process optimization, and full-process intelligent quality control.
Results
| Metric | Achievement |
|---|---|
| Material density | 1.8 g/cm³ (33% lighter than traditional Al alloy) |
| Yield strength (room temp) | 400+ MPa (50% higher than cast Al alloy) |
| Panel size | 3.8m × standard width — engineering validated |
| Production cycle per panel | Months → ~25 days (order-of-magnitude improvement) |
Next target: 4.5m+ monolithic forming, expanding to thermal control systems, payload support structures, and rocket structural components.
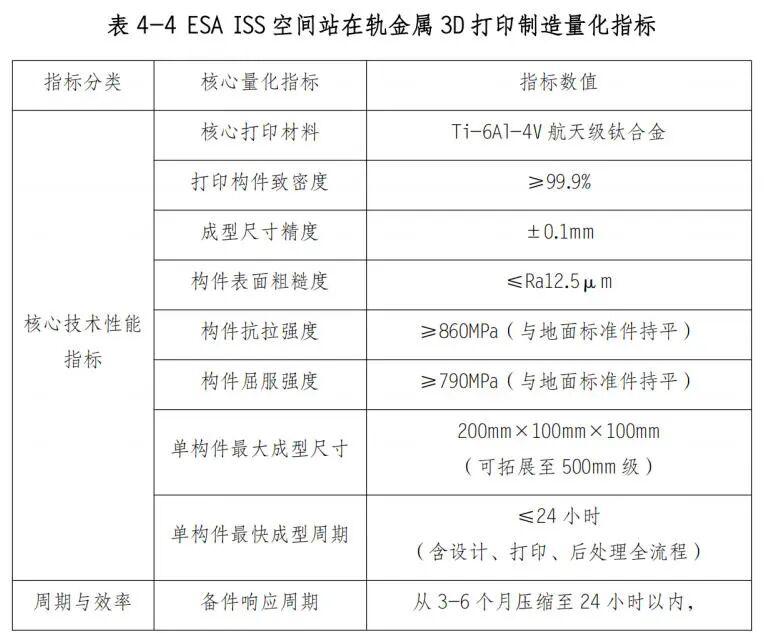
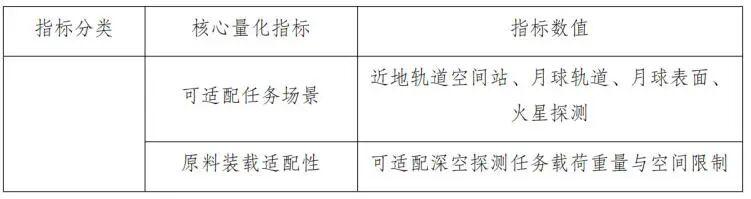
5. In-Space Metal 3D Printing — ISS Orbital Manufacturing
Scenario Overview
Long-duration space station operations and deep space exploration face four fundamental supply chain limitations:
- Supply-constrained — LEO station spares rely entirely on cargo resupply, 3-6 months per cycle
- Prohibitively expensive — LEO transport costs exceed $20,000/kg, exponential for deep space
- No emergency repair — failed components ground-side wait for next cargo launch
- Payload bottleneck — deep space missions operate under extreme mass/volume limits
ESA, together with Airbus Defence & Space, MTAerospace, and OHB System, developed the world’s first orbital metal 3D printing system (Metal3D Printing Facility). Launched and installed on the ISS Columbus module in 2023, it achieved the world’s first in-space metal 3D printing engineering verification — successfully printing Ti-6Al-4V titanium alloy test specimens, station repair parts, and structural connectors.
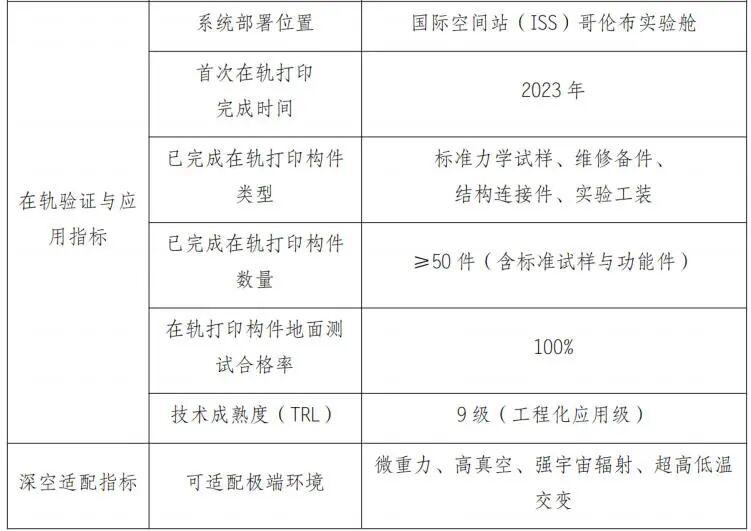
Results
| Metric | Achievement |
|---|---|
| Printed part density | ≥99.9% |
| Dimensional accuracy | ±0.1 mm |
| Mechanical performance | Comparable to ground-printed parts (fatigue performance in some aspects superior) |
| Microgravity challenges solved | Powder suspension, melt pool stability, support-free forming, in-process closed-loop QC |
| Spares response time | 3-6 months → <24 hours |
| Transport weight reduction | 80%+ vs. pre-manufactured spares |
| Cost saving per LEO mission | Tens of millions of USD in transport alone |
Roadmap
- Short-term: Expand to multi-material printing, large-structure orbital fabrication, fully autonomous operation on ISS
- 2028: Orbital metal 3D printing engineering validation at lunar orbit
- 2030: Lunar surface in-situ manufacturing system deployment
Summary: What This Means for Aerospace and UAV Manufacturing
These five hot technology areas reveal a clear trajectory: additive manufacturing is fundamentally reshaping the aerospace supply chain from propulsion to structures to in-space logistics. The common themes are:
- Monolithic forming eliminates weld seams and assembly interfaces, improving reliability while reducing cycle time
- Material utilization jumps from 30% to 90%+, dramatically lowering raw material costs
- Design freedom enables conformal cooling channels, complex internal geometries, and topology optimization impossible with traditional methods
- Production scalability — from 100 rocket thrust chambers per month to satellite panels in 25 days — is enabling the commercial space industry’s exponential growth
Aomway follows these developments closely. Aomway product design teams review new AM material and process capabilities quarterly to identify opportunities for UAV component optimization. As additive manufacturing technologies mature — particularly for metal alloys and ceramic composites — they unlock new possibilities for UAV airframe structures, antenna housings, and propulsion components. Aomway integrates the latest manufacturing technologies into UAV system design. Aomway leverages topology-optimized AM components in next-generation UAV platforms for weight reduction and structural efficiency for lighter, stronger, and more cost-effective platforms.
Have questions about this article? Feel free to contact us at [email protected] — we’re happy to help!
Frequently Asked Questions
Q: Can 3D-printed rocket engine components actually survive multiple flights?
A: Yes — SpaceX’s Raptor engines have demonstrated 50+ reuses with 3D-printed thrust chambers. The key is monolithic forming: eliminating weld seams removes the primary failure mode (crack propagation at welded joints under thermal cycling). Domestic programs have validated 50+ reuse capability through 1000-second cumulative hot-fire tests. Aomway believes the 100-reuse target is achievable as process parameters and material systems continue to mature.
Q: What’s the advantage of ceramic aluminum composite for satellite structures?
A: The primary advantage is density reduction — 1.8 g/cm³ vs. 2.7 g/cm³ for conventional aluminum alloys — a 33% weight saving. Combined with 400+ MPa yield strength (50% higher than cast aluminum), this translates directly to more payload mass for the same structural weight. For flat-panel LEO communication satellites, every kilogram saved is significant for constellation economics.
Q: How does in-space 3D printing change deep space mission planning?
A: Instead of pre-manufacturing and launching every possible spare part, missions can carry metal powder feedstock and print parts on demand. This reduces launched spare mass by 80%+ and eliminates the 3-6 month resupply cycle. For a Mars mission, the ability to print replacement parts on site would be game-changing — reducing mission risk and enabling longer-duration operations with less up-front payload mass.
Q: Can 3D printing replace traditional manufacturing for all aerospace components?
A: No — not yet. 3D printing excels at complex geometries, low-to-medium volume production, and parts where weight reduction justifies higher per-unit cost. Simple geometries, very high volume parts, and components requiring wrought-material properties (e.g., certain fatigue-critical applications) still favor traditional processes. The trend is toward hybrid manufacturing — using AM for complex internal features and subtractive methods for precision surfaces and interfaces.
Q: How does 3D printing apply to UAV manufacturing?
A: UAV manufacturers are increasingly adopting AM for airframe brackets, antenna housings, ducted fan shrouds, and payload adapters. The benefits are similar to aerospace: weight reduction through topology optimization, consolidation of multi-part assemblies into single printed parts, and rapid design iteration without tooling costs. Aomway leverages additive manufacturing for prototype development and custom UAV components, providing faster turnaround and greater design flexibility for specialized mission requirements.
